Additive Fertigung im Stahlbau: Biegesteifer Kopfplattenanschluss
Maren Erven, M.Sc.
Geschraubte Kopfplattenverbindungen sind eine übliche Konstruktionsweise im Stahlbau, welche zwar recht einfach herzustellen ist, die Kopfplatte aufgrund der Schraubenexzentrizität allerdings mit Biegung belastet. Hierdurch müssen jedoch große Plattendicken vorgesehenen werden. Darüber hinaus gibt es Bereiche, welche nur sehr gering oder gar nicht belastet werden. Unter Berücksichtigung der Potentiale, die sich aus der Additiven Fertigung ergeben, bringt ein Überdenken der Struktur, frei von den konventionellen Geometriebeschränkungen, einen klaren Vorteil gegenüber der konventionellen Fertigung und prädestiniert diese Art der Verbindung für die additive Fertigung.


Formfindung
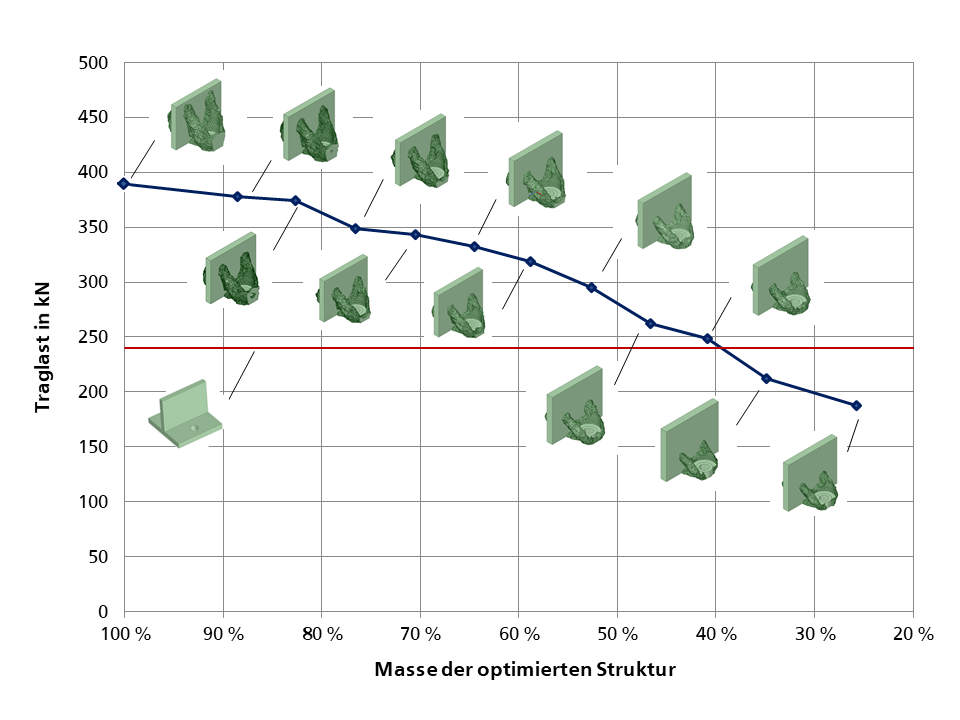
Mit Hilfe der Topologieoptimierung kann eine mögliche Struktur gefunden werden. Die Formfindung der additiven Struktur im Zugbereich der Kopfplatte, welcher konventionell mit dem T-Stummelmodell nachgewiesen wird, zeigt das Diagramm. Der T-Stummel für eine Schraubenreihe der Originalplatte hat eine Tragfähigkeit von fast 250 kN (rote Linie). Zu Optimierungszwecken wurde der Bauraum vergrößert und auf mindestens die für einen T-Stummel erforderliche Masse beschränkt. Die Tragfähigkeit der verschiedenen Ergebnisse der Topologieoptimierung ist auf der blauen Linie zu finden. Bei gleicher Masse wie der des T-Stummels ergibt sich eine Struktur mit einer mehr als 60 % höheren Tragfähigkeit (fast 400 kN). Zudem sind nur 40 % der Masse erforderlich, um die Tragfähigkeit des ursprünglichen T-Stummels zu erreichen.
Additive Fertigung

Da es sich bei WAAM um ein recht junges Verfahren handelt, sind noch keine Parametersätze verfügbar, wie es sie z. B. für Kunststoff-3D-Drucker gibt. Insbesondere für Volumenstrukturen war die bisherige Forschung sehr begrenzt. Parameter, die die Geometrie und das Verhalten einer Schweißnaht definieren, sind mindestens die Schweißgeschwindigkeit (TS) des Roboterarms und die Drahtvorschubgeschwindigkeit (WFS). Bei Volumenstrukturen beeinflussen der Abstand zwischen den einzelnen Schweißnähten und die Reihenfolge des Drucks die herauskommende Struktur.
Tragfähigkeit
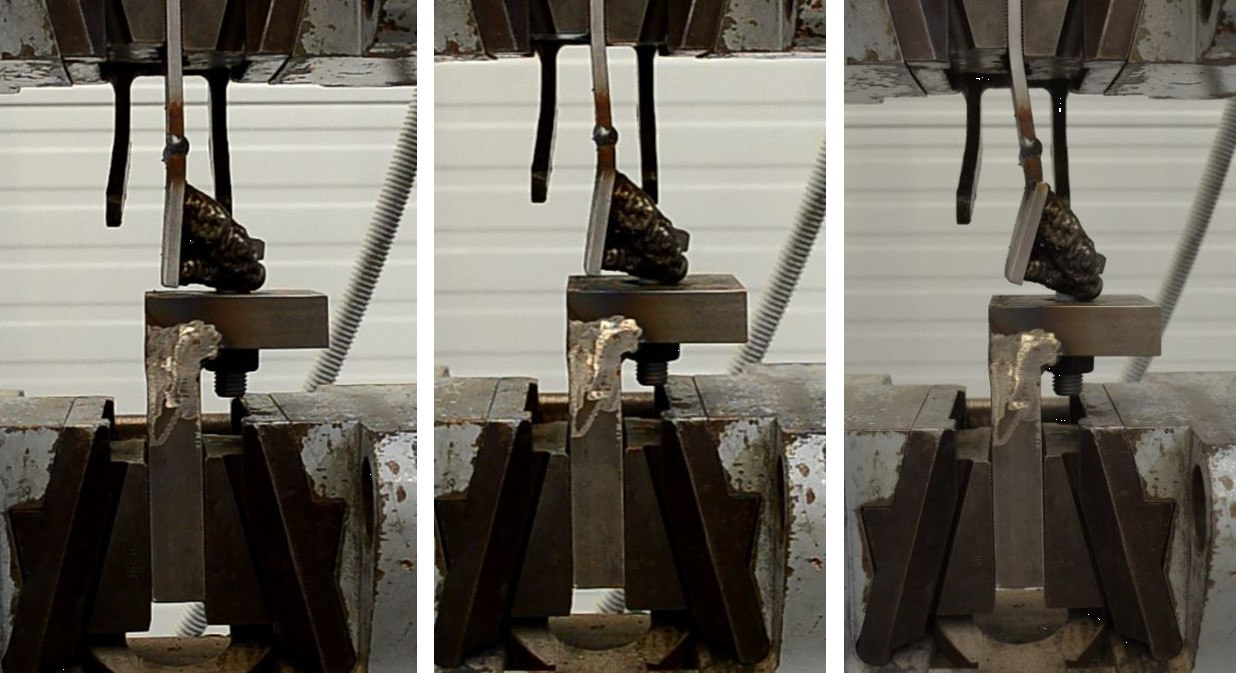
Eine erste Bewertung der Tragfähigkeit wurde an drei Proben durchgeführt. Hervorzuheben ist, dass die Probekörper das Ergebnis einer Testreihe waren, zum Finden der richtigen Fertigungsstrategie zu finden. Daher ist zu beachten, dass im Gegensatz zum numerischen Modell nur eine Seite des T-Stücks gedruckt wurde. Diese Versuche dienten als Nachweis, dass die Schweißparameter zu einem akzeptablen Strukturverhalten führen. Dazu wurden die Probekörper gegen eine steife Konsole geschraubt und das Substrat für die Lasteinleitung der Zugkraft verlängert. Aufgrund der halbseitigen Konstruktion ist die Lasteinleitung exzentrisch. Durch die exzentrische Belastung und den Spalt zwischen Schraube und Struktur wird die Schraube auf Zug und Biegung beansprucht. In allen drei Fällen versagte das sehr dünne Substrat an der Stelle, an der die Last in den gedruckten Probekörper eingeleitet wird.